
產品特點
子午線輪胎模具按輪胎類型分為全鋼模具、半鋼模具和工程胎模具,全鋼模具一般全部采用模具鋼加工而成,主要用于載重車輪胎、客車輪胎;半鋼模具的合模機構、側板等一般采用模具鋼加工,花紋圈大部分采用鋁合金加工,也有少數鋼制花紋模具,主要用于乘用車輪胎、輕卡輪胎、越野車輪胎等;工程胎模具主要用于工程車輪胎特種輪胎等。
按合模結構分為斜平面導向活絡模具,圓錐面導向活絡模具,斜平面/圓錐面混合結構活絡模具等。
按硫化機工作方式全鋼模具分為平板式(熱板式)子午線輪胎活絡模具和帶保溫罩(蒸鍋式)子午線輪胎活絡模具,半鋼模具一般都用于熱板式硫化機。
按加工方式輪胎花紋模具又分為鋼刻花紋模具、精密鑄造鋁花紋模具和鋁刻花紋模具

-
優勢1
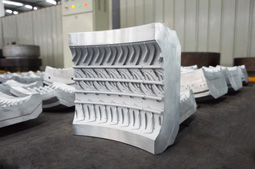
花紋塊晶粒細化 硬度更高
花紋塊內部晶粒經過細化,組織致密均勻,強度高,無氣孔。硬度可達到HV100。韌性較好,不容易斷裂。破壞性錘擊試驗結果是,花紋筋被砸倒后,緊貼在模具上,根部沒有裂紋。
-
優勢2
進口機床加工 精度更高
模具裝配間隙合理,花紋塊與側模的對中性好,無錯位現象。花紋基模全部由瑞士進口機床加工,不需人工修整。生產的輪胎輪廓清晰美觀,無膠邊。
-
優勢3
工藝材料更加先進
模具滑動面經過特殊的機械和熱處理,摩察系數極小,開合模平穩無噪聲。易損件采用國內外知名企業產品,模具使用壽命長。
-
優勢4
結構更加合理
模具圓度誤差小,花紋形狀以及分布與圖紙符合程度高,生產的輪胎動平衡性能好。蒸氣室分上下兩層,串聯連接,高溫蒸汽在模具內部行走時間增加,換熱面積加大,熱能利用率高

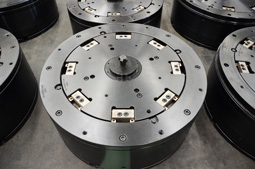
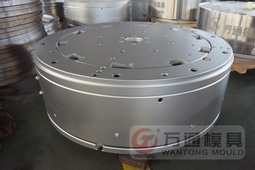
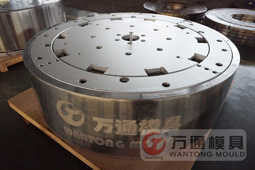
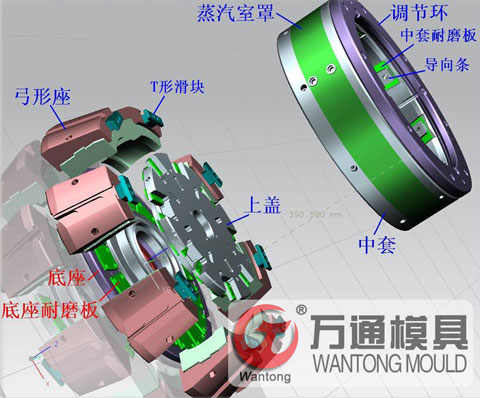
子午線輪胎活絡模具由上模模和下模兩部分組成,上模包括上蓋、中模套、滑塊、上側板、花紋塊及導向機構等,安裝在硫化機的移動模板上,在輪胎硫化成型過程中,它隨硫化機上的合模系統運動。下模包括底座、下側板等,安裝在硫化機的固定模板上。
在輪胎生產過程中,活絡模具機構沿徑向作直線運動。合模時,在硫化機的動力作用下,合模力通過中模套的斜面施壓于滑塊的斜面,形成滑塊移動的動力,在中模套的導向斜面及裝在滑塊上導向條的導向下,滑塊進行徑向滑動,從而帶動裝在滑塊上的花紋塊合攏,完全合攏后,中模套內圓錐面與滑塊的外圓錐面達到輕微的線性接觸狀態,既不會有過量的導向度,還可以保證一定的熱傳遞效果。 硫化成型時,上模和下模閉合,膠囊充氣張開構成封閉的型腔,事先纏繞成型的胎坯套在膠囊外面,在膠囊的張力作用下貼合在型腔內壁,高溫保壓進行硫化。硫化成型后開模,在硫化機的帶動下,中模套與上蓋向上運動,由于滑塊與花紋塊有自重,在中模套斜平面及導向條的導向下開始下滑,同時向外張開直至最終脫胎。上模與下模分離,然后由硫化機的機械手取出輪胎制品。
技術參數
-
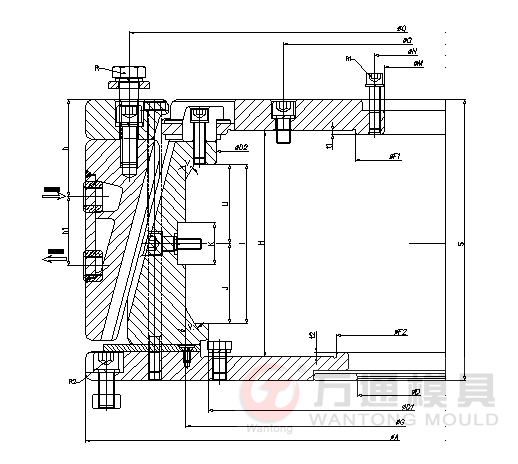
子午線輪胎活絡模具裝配圖
-

子午線輪胎活絡模具三維剖視圖
|
尺寸代號 |
模具規格 |
公差標準 |
||||
|
H300 |
H355 |
H370 |
H400 |
H405 |
||
|
H |
300 |
355 |
370 |
400 |
405 |
±0.06 |
|
G |
Ф730 |
Ф785 |
Ф848 |
Ф895 |
Ф970 |
|
|
I |
250 |
312 |
310 |
340 |
341 |
|
|
K |
60 |
50 |
60 |
60 |
60 |
|
|
L |
9 |
9 |
9 |
9 |
9 |
|
|
M1 |
2-M16 |
2-M16 |
2-M20 |
2-M20 |
2-M20 |
|
|
J |
125 |
156 |
155 |
170 |
170.5 |
±0.1 |
|
U |
125 |
156 |
155 |
170 |
170.5 |
|
|
V |
15° |
30° |
15° |
15° |
15° |
2” |
|
D |
Ф615 |
SD |
SD |
SD |
SD |
|
|
E |
Ф655 |
Ф765 |
Ф795 |
Ф840 |
Ф900 |
|
|
O |
Ф400 |
Ф460 |
Ф527 |
Ф582 |
Ф596 |
±0.3 |
|
M |
4-M16 |
4-M16 |
4-M16 |
4-M16 |
4-M16 |
|
|
F1 |
Ф360 |
Ф330 |
Ф380 |
Ф375 |
Ф410 |
|
|
F2 |
Ф360 |
Ф330 |
Ф365 |
Ф365 |
Ф385 |
|
|
Z |
219.5 |
203.17 |
190.76 |
201.33 |
251.05 |
±0.2 |
|
T1 |
10 |
10 |
10 |
10 |
10 |
|
|
T2 |
10 |
10 |
10 |
10 |
10 |
|
|
θ |
35° |
30° |
26° |
26° |
26° |
2” |
|
花紋圈等分數 |
8 |
8 |
9 |
9 |
9 |
|

-
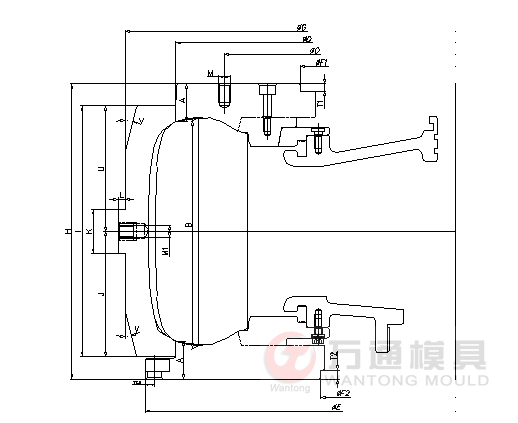
型腔裝配圖
-
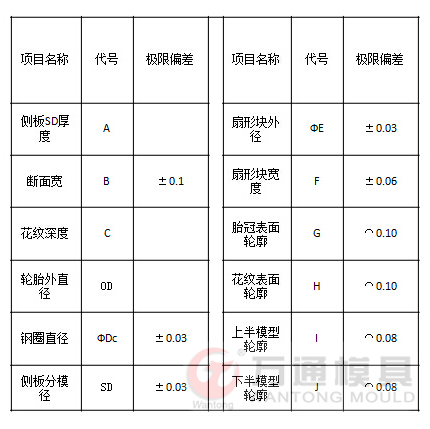
型腔主要部位偏差 單位:mm
客戶案例 查看全部案例




























在線訂購
您可以填寫下面的表格,把您的聯系方式和產品需求提交給我們,我們將盡快與您聯系解決。萬通模具提醒您:為了能及時和您取得聯系,請您務必完整填寫您的聯系方式和需求信息,您可以輸入您的需求,如模具類型,規格,尺寸等;你也可以通過商務通聯系我們的24小時在線客服,萬通模具--致力成為您滿意的合作伙伴。